Tekanan nominal silinder hidrolik tidak diatur secara sembarangan. Ini dihitung secara komprehensif berdasarkan kekuatan luluh bahan barel silinder, struktur ketebalan dinding dan batas bantalan segel. Tekanan nominal model umum standar menggunakan 16MPa sebagai nilai desain dasar.
Parameter ini sesuai dengan batas bantalan aman barel silinder baja karbon biasa, segel poliuretan standar, dan struktur pemandu konvensional, dan juga berfungsi sebagai standar pemilihan paling umum untuk mesin konstruksi dan sistem hidrolik trailer. Dalam pengoperasian sebenarnya, tekanan tumbukan sesaat diperbolehkan melebihi tekanan nominal sebentar, sedangkan tekanan kerja kontinu jangka panjang tidak boleh melebihi 85% dari nilai pengenal. Ini adalah prinsip desain inti untuk menghindari kebocoran internal, percepatan penuaan segel, dan deformasi barel silinder.
Dalam kondisi tekanan berlebih dalam jangka panjang, dinding bagian dalam laras silinder akan menghasilkan sedikit deformasi elastis, dan celah yang sesuai antara selongsong pemandu dan batang piston akan bergeser, merusak toleransi presisi awal sebesar 0,02–0,03 mm.
Dengan memperbesar celah, aliran lateral oli hidrolik meningkat dan ring piston menghasilkan gaya yang tidak merata, sehingga menyebabkan keausan parsial secara bertahap. Pada tahap selanjutnya, kesalahan umum seperti kebocoran internal, gaya angkat yang tidak memadai, dan penurunan beban yang cepat akan terjadi, yang juga merupakan penyebab utama seringnya kegagalan hidrolik pada peralatan di lokasi.
Suhu sekitar 20℃–30℃ adalah kisaran pencocokan optimal untuk desain material segel. Segel karet poliuretan dan nitril mempertahankan nilai standar dalam kekerasan, kompresi elastis, dan ketahanan minyak.
Dalam kondisi ini, bibir perapat terpasang secara merata dengan dinding silinder dan menjaga muatan awal tetap konstan, menjaga kinerja penyegelan oli stabil untuk waktu yang lama tanpa keausan dan deformasi yang tidak normal.
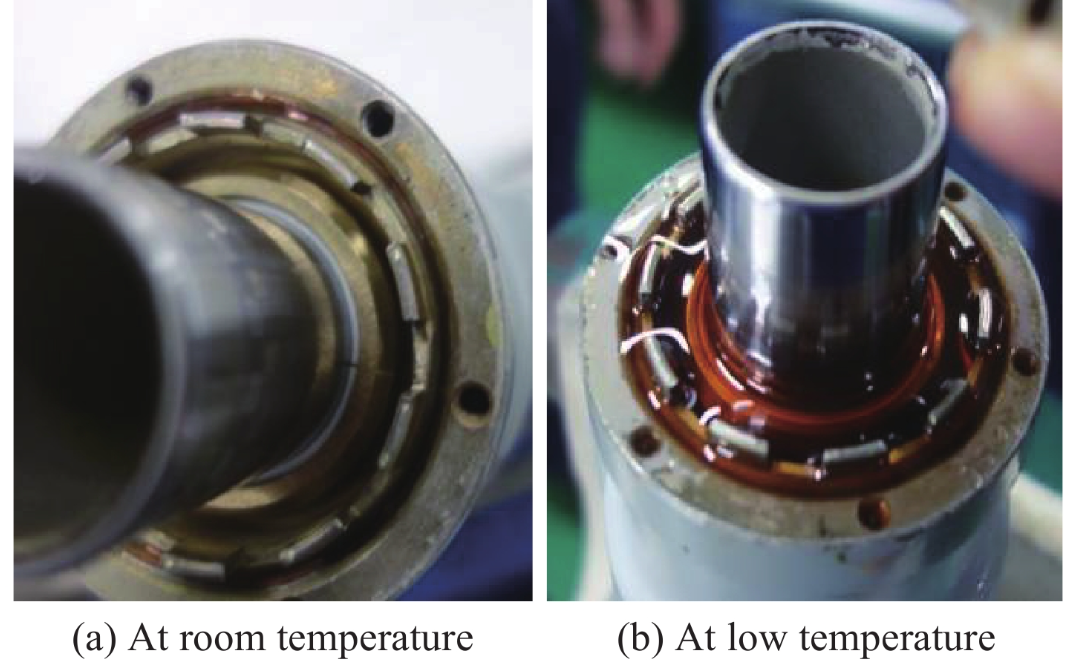
Ketika suhu turun di bawah -15℃, aktivitas molekul bahan penyegel menurun dengan kekerasan yang lebih tinggi dan ketangguhan yang lebih rendah. Fleksibilitas pemasangan bibir penyegel menjadi buruk dan tidak dapat mengimbangi celah kecil secara adaptif, yang merupakan penyebab utama kebocoran suhu rendah.
Pengoperasian jangka panjang di atas 40℃ akan mempercepat oksidasi oli hidrolik dan menghasilkan kotoran koloid. Sementara itu, seal menua dan mengeras lebih cepat dengan berkurangnya elastisitas, menyebabkan sedikit kebocoran terus menerus secara bertahap dan mempengaruhi stabilitas operasional secara keseluruhan.
Pelapisan krom keras pada batang piston adalah proses perlindungan standar industri. Untuk produk formal yang diproduksi secara massal, ketebalan pelapisan dikontrol secara ketat dalam kisaran 0,08mm–0,12mm.
Pelapisan yang terlalu tipis tidak memberikan ketahanan yang memadai terhadap gesekan pasir dan korosi, sehingga mengakibatkan goresan dan bintik karat dalam waktu singkat dalam kondisi kerja di luar ruangan. Pelapisan yang terlalu tebal akan meningkatkan tegangan permukaan bagian dalam dan menyebabkan pengelupasan, merusak kehalusan permukaan, dan mempercepat keausan segel.

Kekasaran permukaan batang piston jadi dikontrol pada Ra0,2–Ra0,4μm. Presisi ini memenuhi permintaan gerakan teleskopik dengan gesekan rendah dan menghindari goresan pada bibir segel yang disebabkan oleh gerinda mikro pada permukaan.
Kekasaran yang terlalu tinggi akan terus merusak segel karena tonjolan mikroskopis; sementara permukaan yang terlalu halus mengurangi kapasitas penyimpanan oli dan mempersulit pembentukan lapisan oli yang stabil, meningkatkan risiko gesekan kering dan memperpendek masa pakai komponen penyegelan.
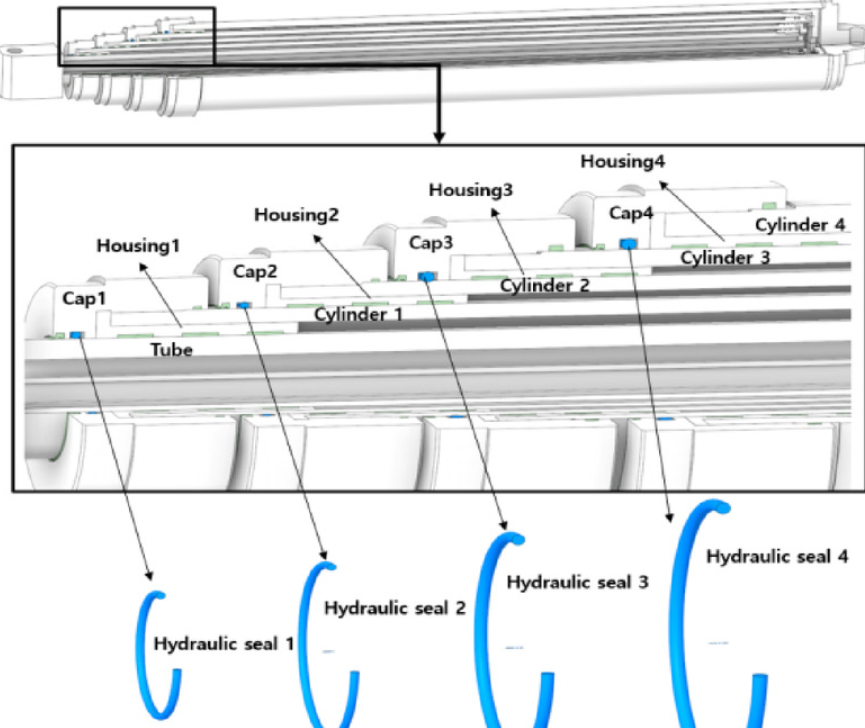
Silinder hidrolik multi-tahap memiliki perbedaan struktural yang melekat pada langkah, area kerja efektif, dan diameter saluran oli pada setiap tahap. Model tanpa desain optimasi sinkron akan menghasilkan deviasi posisi selama pengoperasian teleskopik langkah penuh.
Koaksialitas pemesinan, jarak bebas selongsong pemandu, dan distribusi aliran oli merupakan tiga faktor proses inti yang menentukan keakuratan sinkronisasi silinder multitahap.
Struktur throttle penyangga bawaan di kedua ujungnyasilinder hidrolikmengurangi laju aliran oli hidrolik pada akhir langkah melalui efek redaman lubang throttle, menghindari benturan keras antara piston dan penutup ujung.
Desain penyangga yang masuk akal melemahkan dampak start-stop, mengurangi getaran peralatan secara keseluruhan dan menurunkan kerusakan akibat kelelahan pada lapisan las dan braket pemasangan. Sangat cocok untuk skenario start-stop frekuensi tinggi seperti pengangkatan di kendaraan, mesin pelabuhan, dan peralatan tugas berat pertanian.
Dalam standar perakitan presisi industri, jarak perakitan antara selongsong pemandu dan batang piston dikontrol secara stabil pada 0,02 mm–0,03 mm.
Jarak bebas yang terlalu kecil akan menyebabkan kemacetan dan pergerakan teleskopik yang tidak mulus akibat pemuaian termal saat suhu naik; jarak bebas yang berlebihan meningkatkan guncangan radial pada batang piston, menyebabkan beban eksentrik terkonsentrasi dan keausan unilateral, sehingga memperpendek siklus perawatan secara keseluruhan.
Koaksialitas perakitan laras silinder, penutup ujung, selongsong pemandu, dan batang piston merupakan titik kontrol utama dalam manufaktur dan perakitan.
Silinder hidrolik dengan penyimpangan koaksialitas yang berlebihan beroperasi di bawah gaya eksentrik untuk waktu yang lama, sangat meningkatkan kemungkinan keausan segel unilateral dan goresan lokal pada dinding silinder. Hal ini juga merupakan alasan teknis yang penting atas perbedaan masa pakai yang jelas di antara produk-produk dengan spesifikasi yang sama.