Pentingnya silinder hidrolik melampaui fungsionalitasnya untuk mencakup desain dan proses manufaktur yang rumit. Panduan komprehensif ini mengeksplorasi dunia produksi silinder hidrolik, yang mencakup segala sesuatu mulai dari struktur dasar komponen -komponen ini hingga prosedur pembuatan yang kompleks. Ini bertujuan untuk menyoroti kompleksitas dan seluk -beluk yang terlibat dalam produksi silinder hidrolik, menggarisbawahi peran penting mereka dalam industri modern dan kemajuan teknologi berkelanjutan di bidang ini.
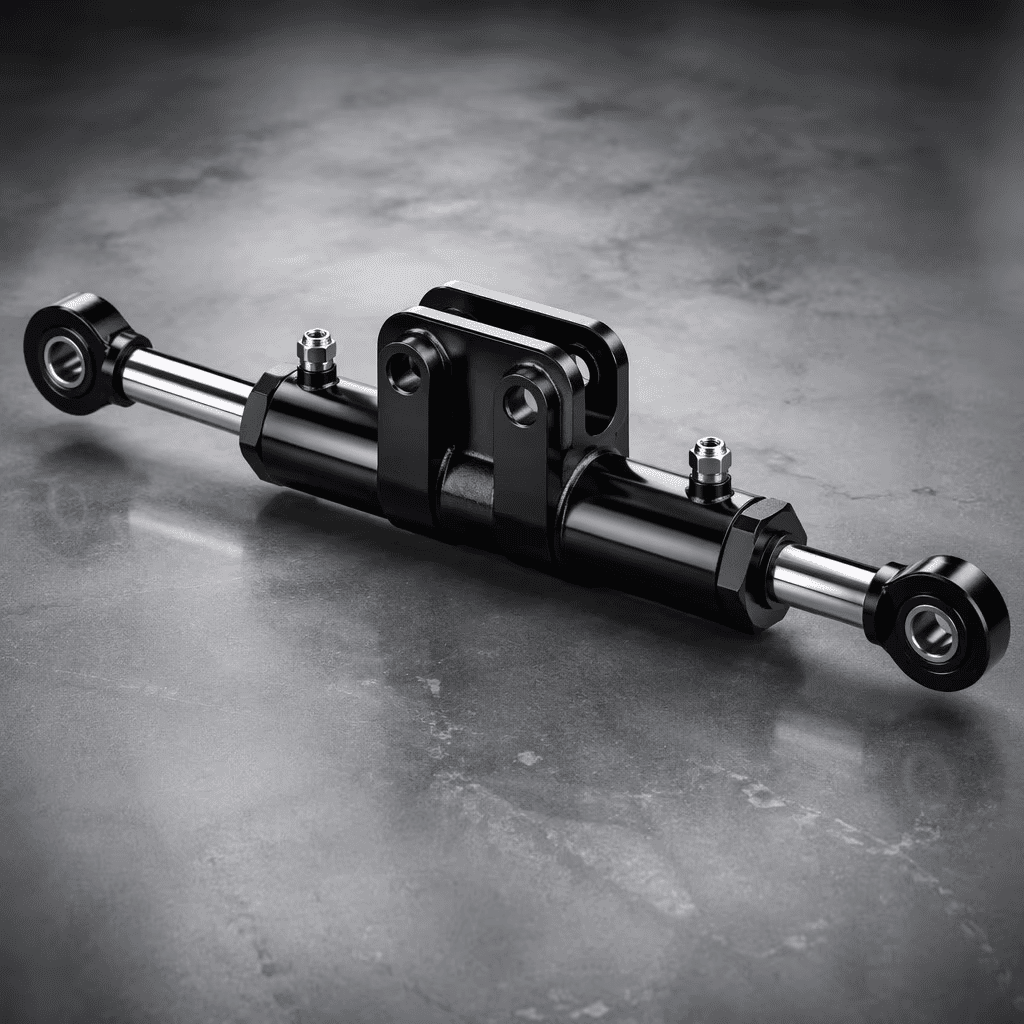
Untuk sepenuhnya menghargai kecanggihan produksi silinder hidrolik, pertama kali penting untuk memahami anatomi. Silinder hidrolik terdiri dari beberapa bagian utama, masing -masing melayani fungsi kritis dalam operasinya. Komponen -komponen utama ini termasuk laras, piston, batang piston, kepala, pangkalan, dan segel. Larrel bertindak sebagai tubuh silinder, menampung piston dan batang piston. Itu harus kuat dan tahan lama untuk menahan tekanan internal yang diberikan oleh cairan hidrolik. Di dalam laras, piston bergerak bolak -balik, membagi kedua sisi silinder. Batang piston, yang memanjang dari piston melalui kepala silinder, mengubah gerakan linier piston menjadi pekerjaan yang dapat digunakan. Tutup kepala dan dasar ujung laras, berisi cairan hidrolik dan mendukung batang piston. Pemilihan material untuk komponen -komponen ini sangat penting dan bervariasi sesuai dengan aplikasi spesifik silinder. Misalnya, stainless steel dapat dipilih untuk aplikasi di lingkungan korosif karena ketahanannya terhadap karat dan kerusakan.
Dalam aplikasi suhu tinggi, bahan yang mampu menahan ekspansi termal dan tegangan dipilih.
Pertimbangan desain juga merupakan aspek penting dari produksi silinder hidrolik. Faktor -faktor seperti beban, panjang stroke, tekanan operasi, dan kondisi suhu menentukan desain silinder. Misalnya, silinder yang dirancang untuk digunakan dalam pers hidrolik akan memiliki spesifikasi yang berbeda dibandingkan dengan yang digunakan dalam aplikasi aerospace. Insinyur juga harus mempertimbangkan aspek -aspek seperti gaya pemasangan dan jenis cairan hidrolik yang akan digunakan, yang semuanya berdampak pada desain akhir dan kinerja silinder.
Inti dari produksi silinder hidrolik adalah fase desain, di mana ide dan persyaratan diterjemahkan ke dalam cetak biru beton. Proses penting ini dimulai dengan analisis menyeluruh dari aplikasi yang dimaksudkan dari silinder hidrolik. Insinyur mengevaluasi berbagai faktor, seperti kapasitas beban silinder, ukuran, tekanan operasi, dan kondisi lingkungan spesifik yang akan ditemui. Misalnya, silinder yang dirancang untuk lingkungan suhu tinggi mungkin memerlukan bahan yang berbeda dari yang dimaksud untuk penggunaan bawah laut.
Selama tahap ini, perangkat lunak desain canggih memainkan peran penting. Alat-alat ini memungkinkan desainer untuk bereksperimen dengan konfigurasi yang berbeda, mengidentifikasi titik stres, dan mengoptimalkan desain untuk kinerja dan efisiensi biaya. Presisi adalah kunci dalam fase ini, karena bahkan kesalahan perhitungan kecil dapat secara signifikan mempengaruhi fungsionalitas silinder.
Setelah desain padat untuk silinder hidrolik telah ditetapkan, fokus kemudian bergerak ke fase pengadaan material. Tahap ini melibatkan pemilihan bahan yang cermat berdasarkan sifatnya dan persyaratan spesifik dari aplikasi.
1. Pemilihan logam untuk laras:
Laras silinder hidrolik harus dapat menahan tekanan internal dan menahan keausan dari waktu ke waktu. Bahan yang umum digunakan termasuk baja dan stainless steel, dipilih untuk kekuatan dan daya tahannya. Dalam beberapa aplikasi di mana berat adalah faktor penting, aluminium dapat dipilih untuk sifatnya yang ringan.
2. Mempilih logam yang tepat untuk piston:
Piston harus kuat dan mampu mempertahankan bentuknya di bawah berbagai tekanan. Bahan seperti baja karbon dan besi cor adalah pilihan populer karena kekuatan dan ketahanannya terhadap deformasi.
3. Pilihan Bahan Batang Piston:
Batang piston, yang terpapar lingkungan eksternal, membutuhkan ketahanan tinggi terhadap pembengkokan dan korosi. Baja berkekuatan tinggi sering digunakan, kadang-kadang dengan pelapisan krom atau perawatan permukaan lainnya untuk meningkatkan ketahanan korosi dan kekerasan permukaan.
4. Segel Kualitas Sourcing dan Komponen Lainnya:
Selain komponen logam utama, pengadaan segel kualitas (seperti cincin-O dan gasket) sama pentingnya. Segel ini harus kompatibel dengan cairan hidrolik yang digunakan dan mampu menahan tekanan operasi dan suhu.
5. Mempertimbangkan Faktor Lingkungan dan Spesifik Aplikasi:
Di lingkungan yang ditandai dengan kelembaban tinggi atau kondisi korosif, bahan dengan resistensi korosi yang ditingkatkan diperlukan. Demikian pula, untuk aplikasi yang melibatkan suhu tinggi, bahan yang dapat menahan ekspansi termal dipilih.
Setelah pengadaan bahan berkualitas, tahap kritis berikutnya dalam produksi silinder hidrolik adalah proses pemesinan dan perakitan. Fase ini mengubah bahan yang bersumber menjadi komponen penting dari silinder hidrolik menggunakan teknik pemesinan yang tepat dan canggih.
1. Memecahkan bahan baku
Langkah pertama dalam produksi fisik silinder hidrolik adalah pemotongan bahan baku. Tahap dasar ini menetapkan nada untuk kualitas dan ketepatan dari seluruh proses pembuatan.
Cutting Presisi untuk spesifikasi desain: Bahan baku, biasanya berbagai tingkatan baja atau logam lainnya, dipotong menjadi bentuk dan ukuran tertentu sesuai dengan spesifikasi desain yang terperinci. Alat pemotongan dan mesin presisi tinggi, seperti mesin CNC, pemotong laser, atau sistem pemotongan air, digunakan untuk memastikan akurasi dan konsistensi.
Mengencangkan kompatibilitas komponen: presisi dalam pemotongan bukan hanya tentang mematuhi dimensi; Ini juga penting untuk memastikan kompatibilitas berbagai komponen yang akan dirakit untuk membentuk silinder hidrolik. Pemotongan yang akurat memastikan bahwa bagian -bagian seperti tong silinder, piston, dan batang piston cocok bersama dengan mulus, yang sangat penting untuk pengoperasian silinder yang efisien.
Pemanfaatan material dan minimalisasi limbah: Selama fase ini, pemanfaatan bahan yang efisien dianggap meminimalkan limbah. Teknik pemotongan canggih dan perencanaan yang cermat digunakan untuk memaksimalkan hasil dari setiap batch material.
Persiapan Persiapan untuk pemrosesan lebih lanjut: Bahan pemotongan kemudian disiapkan untuk proses selanjutnya seperti pemesinan, pengelasan, dan perakitan. Persiapan ini mungkin termasuk pembersihan, deburring, dan tanda untuk identifikasi.
2.Dromed dan berbalik
Langkah dalam proses produksi silinder hidrolik ini bertujuan untuk meningkatkan daya tahan dan fungsionalitas komponen spesifik, terutama batang piston.
Chrome Plating: Pelapisan krom adalah proses penting di mana lapisan tipis kromium terselektroplated ke permukaan batang piston. Lapisan ini bertindak sebagai penghalang pelindung terhadap korosi, yang sangat penting di lingkungan di mana silinder dapat terpapar kelembaban atau zat korosif. Selain itu, lapisan kromium meningkatkan daya tarik estetika batang, memberikan penampilan yang mengkilap dan dipoles.
3. Burning
Setelah pelapisan chrome, batang piston menjalani proses belok. Turning melibatkan pembentukan batang ke dimensi dan toleransi yang tepat seperti yang ditentukan dalam desain. Proses ini biasanya dilakukan dengan menggunakan mesin bubut, di mana batang diputar terhadap alat pemotong untuk menghilangkan bahan berlebih dan mencapai diameter dan permukaan yang diinginkan. Kelancaran yang dicapai melalui belokan sangat penting untuk operasi batang piston dalam laras silinder, karena mengurangi gesekan, memungkinkan untuk gerakan yang lebih halus dan meminimalkan keausan pada batang dan segel internal silinder.
4. Pengelasan semak -semak
Pengelasan semak berulir dan perlengkapan lainnya adalah langkah penting dalam proses pembuatan silinder hidrolik, karena melibatkan menciptakan sambungan yang kuat dan tepat yang penting untuk perakitan silinder dan integritas keseluruhan.
Teknik dan Peralatan Welding: Teknik pengelasan lanjutan, seperti pengelasan TIG (Tungsten Inert Gas) atau pengelasan MIG (gas inert logam), umumnya digunakan untuk menempelkan semak berulir ke komponen silinder. Teknik -teknik ini dipilih untuk ketepatan dan kekuatannya. Pemilihan metode pengelasan seringkali tergantung pada bahan komponen dan persyaratan spesifik dari silinder hidrolik.
Mengencangkan sambungan yang kuat: sambungan yang dilas secara cermat diperiksa untuk memastikan mereka bebas dari cacat seperti retakan atau porositas. Lasan yang kuat sangat penting untuk daya tahan dan keamanan silinder hidrolik. Proses pengelasan biasanya melibatkan pengendalian suhu dan menggunakan bahan pengisi yang kompatibel dengan bahan dasar untuk memastikan ikatan yang kuat.
Perawatan Pos-Welding: Setelah pengelasan, komponen-komponen tersebut dapat menjalani perawatan pasca-pemelaan seperti penghilang stres atau perlakuan panas. Proses -proses ini membantu mengurangi tekanan residu dan meningkatkan kekuatan dan ketangguhan area las.
5. TURN TUJUAN
Proses belokan tabung adalah langkah penting dalam membentuk tabung yang membentuk laras silinder hidrolik. Tahap ini berfokus pada presisi dan perhatian terhadap detail, memastikan bahwa tabung memenuhi spesifikasi yang tepat untuk diameter dan permukaan.
Mengatasi diameter yang benar: Tabung belok melibatkan penggunaan mesin bubut atau berputar untuk menghilangkan bahan dari bagian luar tabung, membawa mereka ke diameter yang ditentukan. Diameter yang benar sangat penting untuk pemasangan piston yang tepat dan komponen internal lainnya, memastikan operasi yang lancar dan mencegah kebocoran.
Menghargai kehalusan permukaan: Proses belok juga bertujuan untuk mencapai tingkat kehalusan permukaan yang tinggi. Permukaan interior yang halus mengurangi gesekan antara bagian yang bergerak, meningkatkan efisiensi dan umur silinder. Kelancaran juga penting untuk penyegelan yang efisien dari sistem hidrolik, karena ketidaksempurnaan pada permukaan tabung dapat menyebabkan kebocoran dan mengurangi kinerja.
Keragaman dan konsistensi: Konsistensi dalam diameter dan permukaan tabung sepanjang seluruh panjangnya sangat penting untuk kinerja seragam silinder hidrolik. Peralatan belok lanjutan, sering dikendalikan komputer, memastikan konsistensi ini, menghasilkan tabung yang seragam dalam dimensi dan kualitas.
6. BBOTTOMS DAN AKSESORIS Pengelasan di tabung
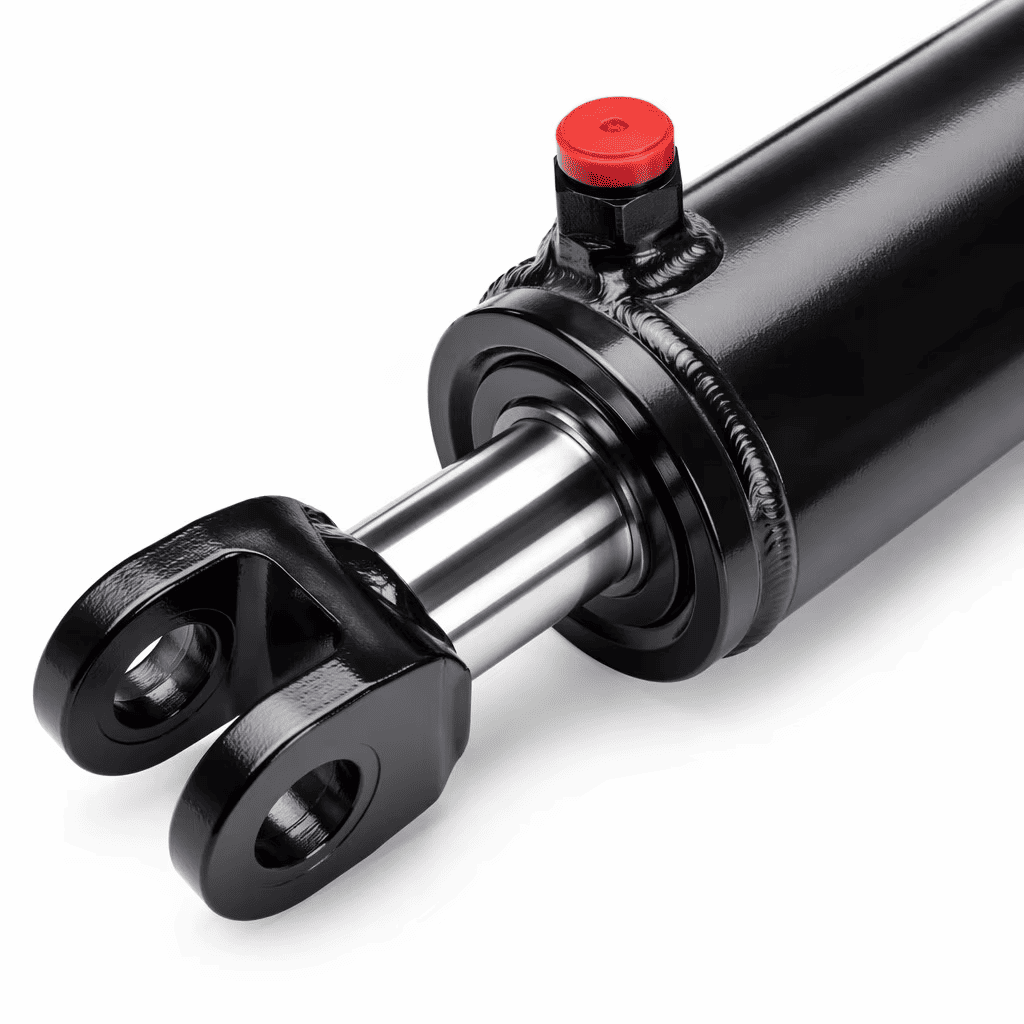
Pengelasan bagian bawah dan aksesori yang diperlukan ke tabung adalah langkah penting dalam pembuatan silinder hidrolik. Proses ini melibatkan melampirkan tutup ujung dan komponen lain ke tabung, yang membentuk tubuh silinder, memastikannya disegel dan mampu beroperasi di bawah tekanan tinggi.
Welding Bawah ke tabung: Tutup ujung, atau dasar, dilas ke salah satu atau kedua ujung tabung. Tugas ini membutuhkan ketepatan, karena lasan harus kuat dan tahan bocor untuk menahan tekanan internal cairan hidrolik. Kualitas lasan sangat penting untuk menjaga integritas dan keamanan silinder. Jika bagian bawahnya tidak dilas dengan benar, mereka dapat gagal di bawah tekanan, menimbulkan risiko yang signifikan terhadap peralatan dan operator.
Akat aksesori yang diperlukan: Selain bagian bawah, aksesori lain seperti braket pemasangan, port untuk masuk dan keluar cairan hidrolik, dan sensor juga dilas ke tabung. Komponen -komponen ini harus diposisikan dan dilampirkan dengan akurasi yang sangat besar untuk memastikan penyelarasan dan fungsionalitas yang tepat dalam perakitan akhir.
Menghargai badan silinder yang disegel: Proses pengelasan dilakukan dengan cermat untuk menjamin bahwa badan silinder sepenuhnya disegel. Penyegelan ini sangat penting untuk pengoperasian silinder yang efisien, karena kebocoran cairan hidrolik dapat mengakibatkan hilangnya daya dan efisiensi. Teknik-teknik seperti pengelasan TIG (Tungsten Inert Gas) umumnya digunakan karena mereka memberikan lasan yang kuat dan tepat yang cocok untuk aplikasi bertekanan tinggi.
7.Polish

Tahap pemolesan dalam produksi silinder hidrolik adalah proses penting yang mengikuti pengelasan, yang bertujuan untuk meningkatkan daya tarik estetika dan kualitas fungsional komponen.
Mengatasi hasil akhir yang halus: pemolesan terutama dilakukan untuk menghaluskan permukaan eksternal komponen silinder hidrolik, terutama yang telah dilas. Proses ini melibatkan penggunaan abrasive untuk menghilangkan percikan las, lapisan oksidasi, dan ketidaksempurnaan permukaan. Tujuannya adalah untuk mencapai hasil akhir yang seragam dan halus yang tidak hanya terlihat profesional tetapi juga meminimalkan risiko korosi dan kelelahan material.
Persiapan Persiapan untuk perawatan lebih lanjut: Dalam beberapa kasus, pemolesan berfungsi sebagai langkah persiapan untuk perawatan permukaan lebih lanjut seperti melukis, lapisan, atau pelapisan. Permukaan yang halus dan bersih memastikan adhesi yang lebih baik dan efektivitas perawatan ini.
8. instalasi
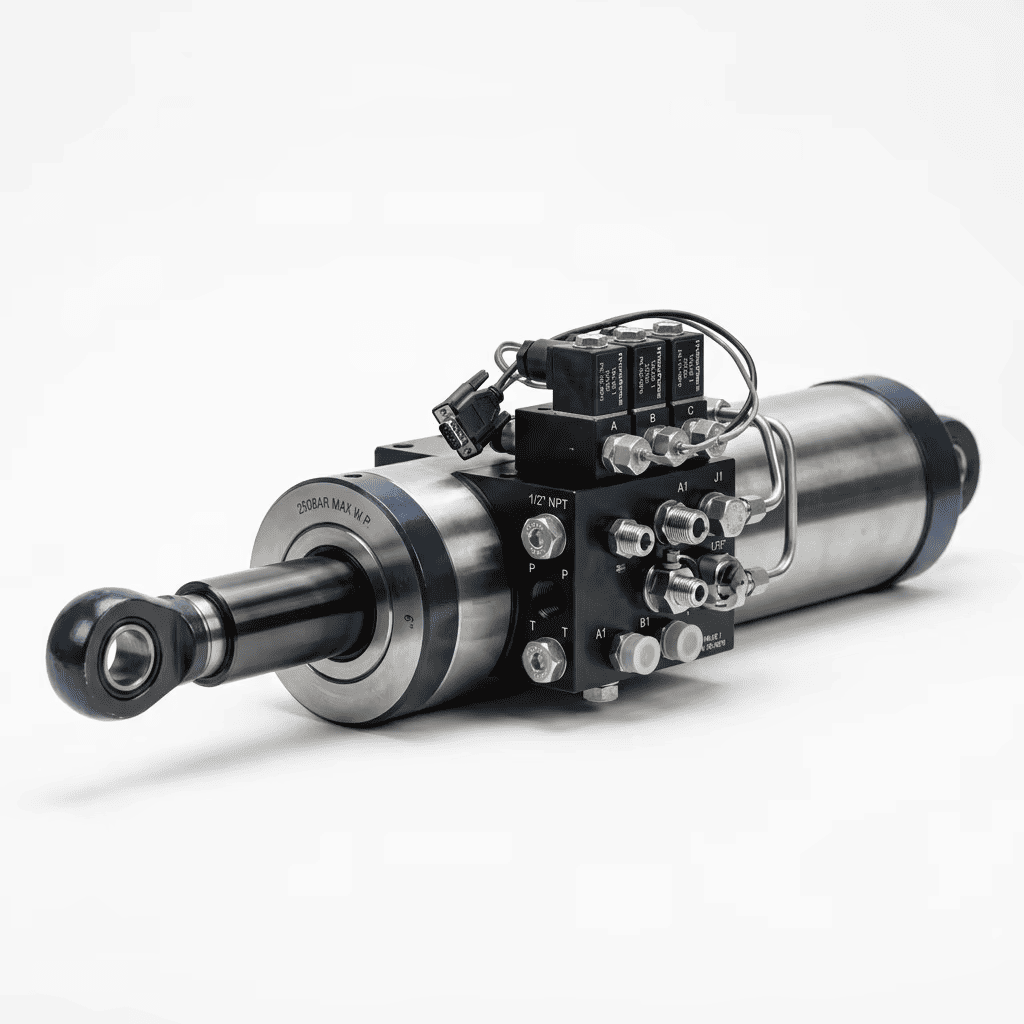
Fase pemasangan atau perakitan dalam produksi silinder hidrolik adalah tempat berbagai komponen mesin dan dirawat disatukan untuk membentuk unit lengkap.
Components komponen inti: proses perakitan melibatkan menyusun komponen utama silinder hidrolik: piston, batang piston, segel, dan tubuh silinder (tabung). Setiap komponen harus dipasang dengan cermat dalam urutan dan orientasi yang benar. Biasanya, piston melekat pada batang piston, dan rakitan ini kemudian dimasukkan ke dalam tubuh silinder.
Segel Instalasi Segel dan Gasket: Segel dan Gasket sangat penting untuk mempertahankan integritas hidrolik silinder. Mereka mencegah kebocoran cairan hidrolik dan memastikan bahwa silinder dapat menghasilkan dan menahan tekanan yang diperlukan. Pemasangan segel ini membutuhkan presisi untuk menghindari kerusakan dan untuk memastikan mereka duduk dengan benar.
Components Komponen Eksternal: Setelah rakitan internal selesai, komponen eksternal seperti tutup ujung, kurung pemasangan, dan port untuk koneksi hidrolik terpasang. Komponen -komponen ini sering dibaut atau dilas ke badan silinder, dan perlekatannya yang aman sangat penting untuk fungsionalitas dan keamanan keseluruhan silinder.
9.Paining
Tahap lukisan dalam produksi silinder hidrolik adalah langkah terakhir yang menambah nilai estetika dan fungsionalitas perlindungan pada produk jadi.
Senhancing estetika daya tarik: Lukisan memberikan silinder hidrolik dengan penampilan profesional yang dipoles, yang bisa sangat penting untuk kepuasan pelanggan dan persepsi merek. Produk yang sudah jadi sering menandakan kualitas tinggi, dan lukisan memungkinkan untuk kustomisasi dengan warna perusahaan atau skema desain, sehingga meningkatkan daya tarik pasar produk.
Lapisan protektif terhadap elemen lingkungan: cat berfungsi sebagai penghalang terhadap faktor lingkungan seperti kelembaban, debu, bahan kimia, dan radiasi UV. Perlindungan ini sangat penting untuk silinder yang digunakan dalam pengaturan luar ruangan atau lingkungan industri yang keras. Dengan menjaga terhadap korosi dan keausan, cat memperpanjang umur silinder hidrolik, memastikan tetap fungsional dan mempertahankan integritasnya dari waktu ke waktu.
Proses Proses Aplikasi: Sebelum melukis, permukaan silinder biasanya pra-perawatan untuk menghilangkan minyak, debu, atau kontaminan lainnya. Persiapan ini mungkin termasuk degreasing, sandblasting, atau menerapkan primer. Pilihan metode cat dan aplikasi (penyemprotan, pencelupan, dll.) Tergantung pada bahan silinder, penggunaan yang dimaksudkan, dan lingkungan di mana ia akan beroperasi.
Mengeringkan dan menyembuhkan: Setelah cat diterapkan, silinder melewati proses pengeringan dan curing. Bergantung pada jenis cat, ini mungkin melibatkan penggunaan oven atau lampu panas untuk mempercepat curing, atau membiarkannya mengering secara alami di area yang berventilasi baik.
Dalam panduan komprehensif ini, kami telah menjelajahi dunia rumit produksi silinder hidrolik, mengungkap setiap tahap kritis dalam proses pembuatan. Silinder hidrolik memainkan peran penting dalam berbagai industri, dan memahami proses produksinya sangat penting bagi setiap pelanggan.